Корзина покупок пуста. Вы можете выбрать нужный товар из каталога.
Что такое 3D-печать струей?
Вопрос: В чём разница между толстыми и тонкими нитями при 3D-печати?
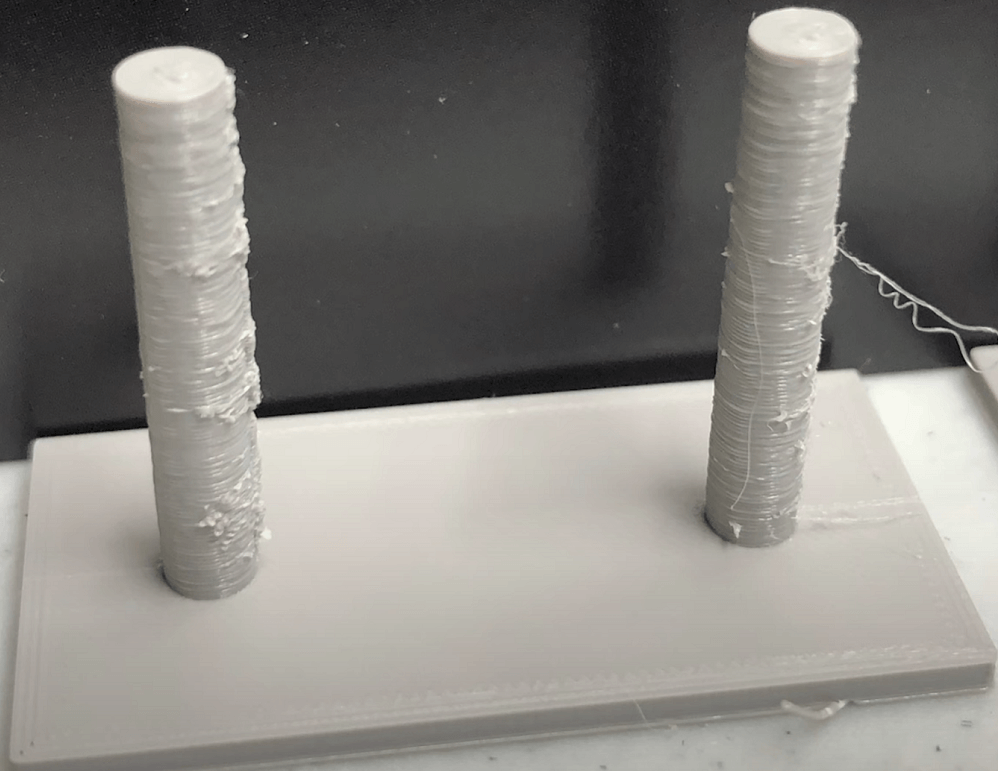
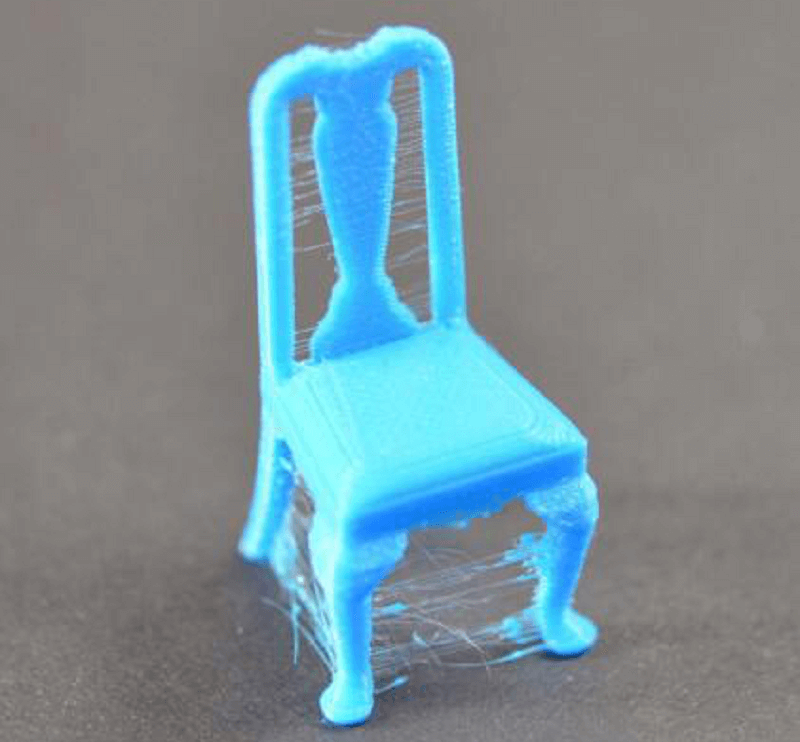
О: Тонкие нити выглядят как тонкие волоски и обычно появляются из-за слабого вытекания, слегка повышенной температуры или недостаточного втягивания. Толстые нити образуют более крупные комки и часто появляются из-за высокой температуры, отключённого втягивания, влажной нити или медленного перемещения.
Что вызывает образование нитей при 3D-печати?
Настройки втягивания отключены или недостаточны
Слишком Высокая Температура печати
Влажность нити накала
Медленные или Длительные Перемещения
Засорившаяся или грязная насадка
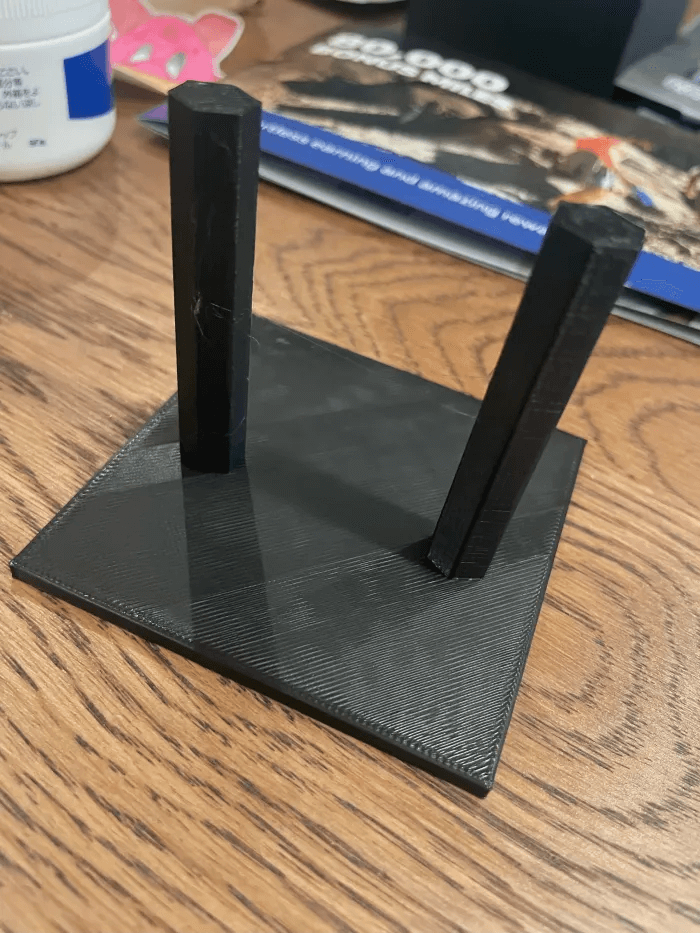
Как устранить и предотвратить подтёки при 3D-печати
Предварительно проведите тест на 3D-печать
Отрегулируйте Втягивание (ретракт) и температуру

- Включить втягивание:
убедитесь, что эта функция включена в вашем слайсере. - Расстояние втягивания:
попробуйте 1–2 мм для прямого привода и 4–6 мм для систем Боудена. - Скорость втягивания:
Начните с 25–45 мм/с — этого достаточно, чтобы втянуть нить, не перетерев её.

- Понизьте температуру:
если ваши отпечатки выглядят волокнистыми, снижайте температуру сопла на 5 °C за раз, пока качество печати не улучшится. Не опускайте температуру слишком низко, иначе может возникнуть недостаточная экструзия.
Как правильно сушить и хранить нити
-
Высушите нить:
высушите её с помощью многониточного сушильного устройства или запекайте в течение 4–6 часов при температуре 50 °C (122 °F) в духовке. -
Храните правильно:
храните нить в герметичных контейнерах с пакетами силикагеля для предотвращения впитывания влаги.
Оптимизация настроек перемещения и нарезки
-
Увеличение скорости перемещения:
150–200 мм/с позволяет свести к минимуму время, в течение которого сопло находится на открытом воздухе. -
Режим гребенки:
сопло перемещается внутри напечатанных областей, чтобы не пересекать промежутки. -
Не пересекайте периметр:
сокращает количество ненужных движений, которые могут привести к появлению нитей. -
Настройки Wipe или Coast:
сбрасывайте давление в сопле в конце каждого выдавливания, чтобы предотвратить вытекание излишков нити.
Советы по конкретным материалам
-
PETG:
От природы более липкий, поэтому попробуйте использовать немного более низкую температуру и увеличивать расстояние отрыва. -
:ТПУ
Гибкий и мягкий — используйте минимальное втягивание, иначе он может засорить сопло. -
ABS:
Менее подвержен образованию трещин, но при чрезмерном нагреве может слегка деформироваться.
Ежедневный уход и долгосрочная профилактика
-
Модернизация оборудования:
рассмотрите возможность использования экструдера с прямым приводом для лучшего контроля или цельнометаллического сопла для высокотемпературных нитей. -
или Hotend: Очистите соплоРегулярно удаляйте загрязнения с помощью латунной щетки или методом холодного вытягивания, чтобы проверить, нет ли утечек, и обеспечить бесперебойную подачу. -
Используйте качественную нить:
в более дешёвых марках могут быть дефекты, которые приводят к протечкам.
Часто задаваемые вопросы о 3D-принтере
Вопрос: Чем толстая леска отличается от обычной?
В: Как убрать нити с 3D-печатных изделий? О: Вы можете удалить нити вручную с помощью пинцета, плоскогубцев или ножниц, чтобы отделить тонкие нити. С помощью низкотемпературного фена или паяльника можно аккуратно расплавить небольшие нити. После этого используйте мелкозернистую бумагу, чтобы сгладить поверхности 3D-печатных изделий . Для ABS-пластика также может помочь разглаживание парами ацетона. Профилактика во время печати — лучшее долгосрочное решение.


























































































































